Tilladelsen
En forudsætning var dog, da The Emblem Projects BDSMblem jo var beskyttet af ophavsret, at jeg kunne opnå godkendelse herfra til mit forehavende, inden projektet blev iværksat.
Primo juni 2009, fremsendte jeg derfor pr. e-mail stilet til Quagmyr@aol.com, (Projektleder, Steve Quagmyr) en anmodning om tilladelse til, at udvikle, producere og sælge, såvel smykker som andre varer/produkter, der enten alene var baseret på det af The Emblem Project udviklede og beskyttede BDSMblem, og/eller hvori dette kunne indgå som et element i varen/produktet.
I formuleringen af min anmodning søgte jeg, at sikre mig opnåelse af tilladelse til, på sigt også at udvikle, producere og sælge yderligere enheder og effekter baseret på, og/eller indeholdende, det af The Emblem Project udviklede og beskyttede BDSMblem.
Ultimo juli 2009, modtog jeg så en personlig e-mail fra projektleder, Steve Quagmyr, hvori tilladelse blev givet, og til min store overraskelse – helt uden krav om vederlag af nogen art, dog med et udtrykt ønske om, at jeg som en erkendtlighed, ville fremsende en opskrift på en velsmagende vegetarret til ham.
Projektleder, Steve Quagmyr er helt sikkert ikke uden humor.
Tilladelsen blev dog givet under forudsætning af opfyldelse af en række betingelser, der alle alene var begrundet i en sund og fornuftig generel beskyttelse af emblemet imod misbrug i relation til The Emblem Projekts definition af dets hensigt og formål, herunder såvel ved markedsføring som ved anden omgang med emblemet i øvrigt.
En takkeskrivelse, naturligvis indeholdende den ønskede vegetaropskrift, blev således fremsendt til projektleder, Steve Quagmyr pr. e-mail primo august 2009, udført i dekoreret form, med hhv. det Danske flag og vort nationalsymbol Holger Danske påført, hvorved fundamentet for iværksættelse af projektet måtte anses som værende på plads.
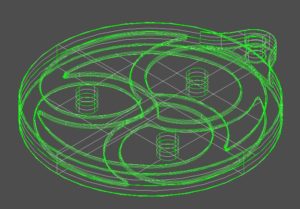
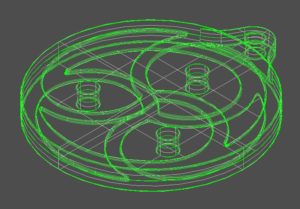
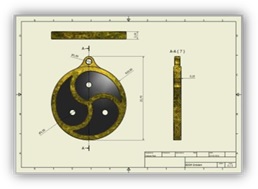
Projektet kunne nu søsættes, og nedenfor vil du kunne læse historien om – Fra definition og grafisk illustration udarbejdet af The Emblem Project, til endelig produktion, markedsføring og salg, udført af personen bag – bdsm-shop.dk.
Ønsker du at se opskriften sendt til projektleder, Steve Quagmyr, kan du finde den her
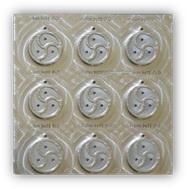
Som en erkendtlighed og en tak til projektleder, Steve Quagmyr for hans initiativ og store indsats omkring det, at få skabt et internationalt symbol for BDSM, som alle vi ”indviede” kan få glæde af i mange år fremover, har jeg efterfølgende egenhændigt og ganske uopfordret, overdraget et af de første gangbare eksemplarer af smykket – BDSM Emblem – Halsvedhæng – Sterlingsølv (925) – Dobbelt sidet, for hvilket projektleder, Steve Quagmyr har kvitteret for, med stor ros for såvel design som for udførelse, hvilket jeg ser som en bekræftelse på, at jeg har ramt rigtigt.